鉴于产业呆板人的胎具智能消费线安排

异读:这是非金属加工(mw1950pub)颁布的第 13018 篇作品 编者按 为了实行胎具消费的机动化、智能化,以产业呆板报酬主体,安排了胎具智能消费线的完全框架结构,开拓了SCADA体例软硬件。经过产业以太网将SCADA体例与MES体例、ERP体例、数控床子、产业呆板人、三坐标丈量...
这是非金属加工(mw1950pub)颁布的第13018篇作品
编者按
为了实行胎具消费的机动化、智能化,以产业呆板报酬主体,安排了胎具智能消费线的完全框架结构,开拓了SCADA体例软硬件。经过产业以太网将SCADA体例与MES体例、ERP体例、数控床子、产业呆板人、三坐标丈量仪、PLC、AGV和RFID等摆设举行贯穿,建立智能消费线的产业物联网。该消费线包括电极加工、钢料加工、焊花、在线检验和测定和物流仓库储存等工艺步骤,实行了胎具智能化消费。过程本质运用考证,该消费线灵验普及了胎具消费功效,缩小了人工本钱,具备高柔性。

1 媒介
胎具素有“创造业之母”的佳誉,是创造业中不行或缺的特出普通装置,重要用来大量量消费产业产物中的相关零元件和制件,是装置创造业的要害构成局部,是创造业及关系行业财产晋级和本领超过的要害保护之一,所以,优先兴盛胎具消费创造智能化尤为需要。

在保守胎具创造中,床子的本质加工功夫大概惟有50%,另一半功夫则用来装夹、作件和刃具的调换。在绝大局部胎具创造企业,因为胎具产物的百般性和简单产物的多工步、多岁序,使得胎具企业并没有普遍沿用机动化消费线举行消费,所以极地面规范了消费功效的提高。胎具消费智能化、机动化的改形成为企业的急迫需要,人为智能期间的到来让柔性创造体例运用越发普遍,寰球昌盛国度竞相开拓和矫正新本领,使智能创造本领运用更广,进而赢得更多财经效率。跟着产业呆板人本领的日渐老练和新颖化创造业对消费线智能化的须要,产业呆板人被普遍地运用于新颖化消费线中。将来,以智能为中心、以产业呆板报酬主体的智能消费线将日益普遍。
2体例框架结构
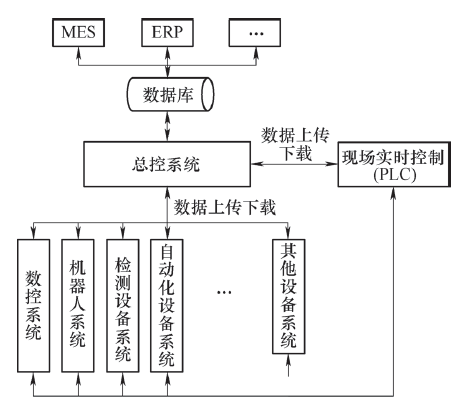
消费线体例从完全可分为三个档次智能计划层、智能传感层和智能摆设层。智能计划层重要包括MES、ERP等产业体例,控制拟订消费安置、创造进程处置、消费安排、排产及物料处置等;智能传感层主假如SCADA体例,控制消费线摆设数据搜集与监察和控制、功课工作派发和消费线及时遏制等;智能摆设层由百般加工摆设构成,重要控制实行消费加工工作。

体例框架结构如图1所示,经过数据库聚集来自MES体例、SCADA体例、ERP体例、物流和品质等体例的消费数据、当场及时数据和领会数据,为各个交易体例的交互供给本领扶助。个中,来自MES的数据囊括消费安置数据、消费执前进度数据等;来自SCADA体例的数据囊括摆设及时状况和特殊消息等数据;来自ERP的数据囊括主安置及其实行进度、堆栈物料等数据。经过MES体例下发订单,智能消费线能机动实行毛坯输送、加工步调传输、智能加工、在线检验和测定、RFID数据记载追究和制品合入库等岁序。
图1体例框架结构
3工艺过程
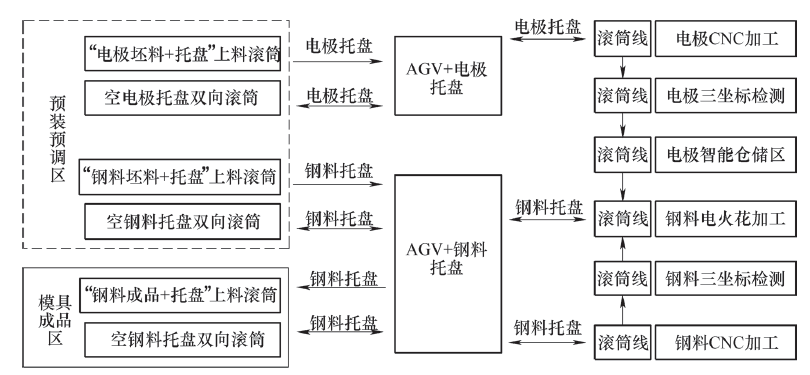
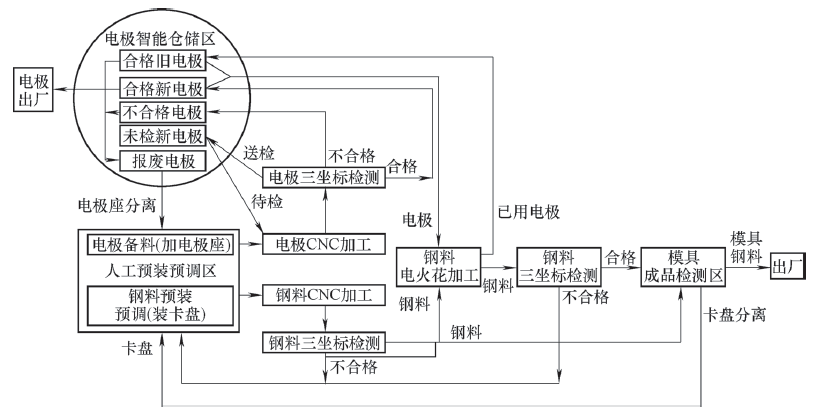
胎具智能消费线工艺过程如图2所示,开始经过预装预调地区筹备待加工物料(电极坯料、钢料坯料),而后经过AGV小车辨别输送至电极加工单位和钢料加工单位,电极加工单位把从预装预调区输送过来的电极毛坯按照所采用的NC加工文献举行加工,再由AGV小车把物料从电极加工单位输送到电极检验和测定单位举行检验和测定,检验和测定实行后,再由AGV小车把物料输送到仓库储存单位等候下一岁序加工。钢料加工单位把从预装预调区输送过来的钢料毛坯按照所采用的NC加工文献举行加工,再由AGV小车把物料从钢料加工单位输送到钢料检验和测定单位举行检验和测定,检验和测定实行后,中断在钢料检验和测定单位等候下一岁序。AGV小车从仓库储存单位输送电极和钢猜测焊花单位,经过呆板人实行装夹,SCADA体例会按照打火花须要的电极和对应的打火花NC文献遏制火花机举行尖端放电加工,加工实行后,经AGV小车输送至制品地区。
图2工艺过程
4 硬件构成
智能消费线按照工艺过程分为六大功效模块区(见图3),即预装预调区、电极加工检验和测定区、钢料加工检验和测定区、焊花加工区、制品整治区和电极智能化仓库储存区。每个功效地区均摆设有PLC和SCADA体例,重要摆设有电极加工CNC、钢料加工CNC、焊花机、三坐标丈量仪、呆板人、带定位能源滚筒线、电极和钢料料架、料盘、AGV物流小车体例、RFID体例以及百般扶助摆设。每个功效区的摆设品种由其工艺个性确定,但基础按照“加工摆设呆板人料架对接台”的形式。加工摆设有CNC、三坐标丈量仪或焊花机等。呆板人则按照物料的巨细和分量来选型,电极采用20kg的呆板人,钢料则采用200~300kg的呆板人,每个呆板人上都装有RFID读写器,除去搬运物料外,还控制产物RFID消息的读取和写入。料架用光临时寄存待加工或已加工的物料。对接台是用来与AGV举行物料对接的平台,各个单位之间沿用AGV举行贯穿,实行物料流转。
图3产线硬件构成
4.1 预装预调区
该区为人为操纵区,囊括2条上料滚筒线、2条料盘接收双向滚筒线、1台三坐标丈量仪及处事台/架、料盘/电极座积聚架、起落推车等。
由人为将待加工钢坯料装入钢料托板,丈量定出普通坐标数据,并记载输出体例。将料盘RFID消息初始化,之后将料盘放在定位料盘上,定位料盘放在上料能源滚筒上,由AGV输送至加工区。预装预调区也控制电极坯料的筹备,将电极坯料装在电极座上,之后放在电极料盘上,料盘加入上料能源滚筒线,由AGV输送至电极加工区。电极座和电极料盘均摆设有RFID芯片,在加入上料线前,由人为举行初始化扫描。
将AGV输送来的空料盘和需人为干涉的题目钢料等转入接收滚筒线,由人为卸下举行寄存或处置,AGV须要的空料盘也由此处发出。
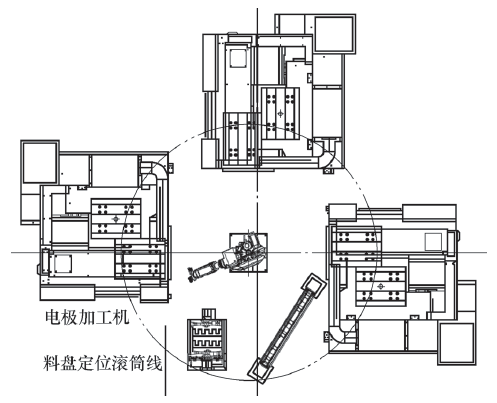
4.2 电极CNC加工检验和测定区
电极加工单位(见图4)囊括3台CNC、1台呆板人、1个料架和1个对接台,电极检验和测定单位(见图5)囊括1台三坐标丈量仪、1台呆板人、1个料架和1个对接台。呆板人控制加工、检验和测定单位与对接台的左右料以及料盘产物RFID消息读龋
图4电极加工单位
图5电极检验和测定单位
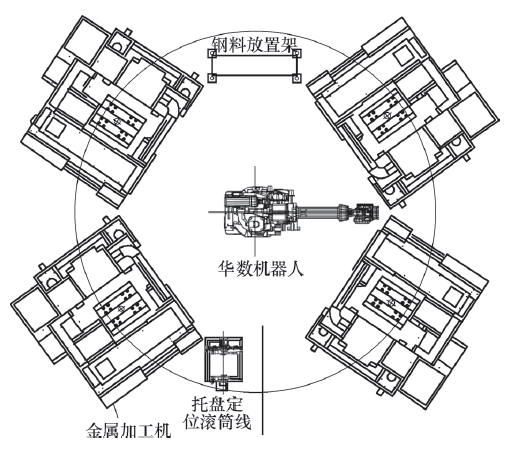
4.3 钢料加工检验和测定区
钢料加工单位(见图6)囊括4台CNC、1台呆板人、1个料架和1个对接台,钢料检验和测定单位(见图7)囊括1台三坐标丈量仪、1台呆板人、4个料架和1个对接台。在钢料加工区实行的胎具钢料送入“钢料丈量区”举行丈量,不须要焊花加工的及格品动作实行品径直加入制品区,须要焊花加工的产物放在料架上寄存,等候训令送入焊花模块加工。焊花加工后的胎具钢料,再次加入本丈量区举行丈量。
图6钢料加工单位
图7钢料检验和测定单位
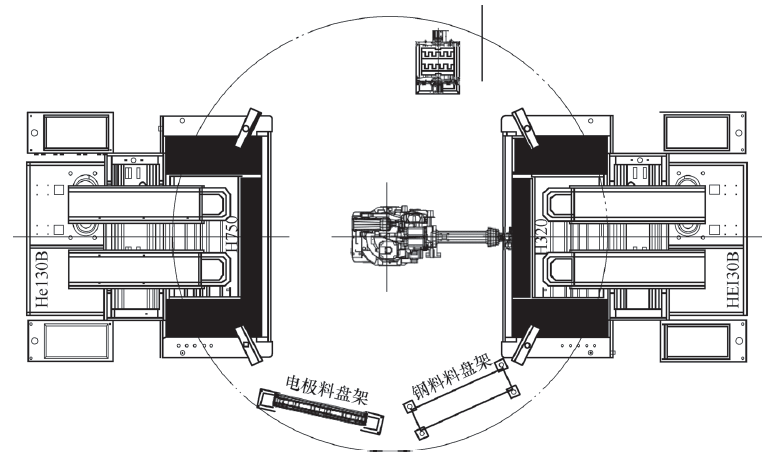
4.4 焊花加工区
焊花单位(见图8)囊括2台双头火花机、1台呆板人、2个料架(电极料盘架和钢料料盘架)和1个对接台。
图8焊花加工单位
4.5 制品整治区
本功效区为人为操纵区,检验和测定及格的胎具制品在此地区举行整治和出货。树立能源滚筒线、起落台车和处事台架等。AGV从钢料检验和测定区输送检验和测定及格的胎具制品,加入本区与滚筒线对接。滚筒线输出制品后,由人为取下胎具制品,扫描消息,并使空的钢料料盘归来滚筒线,由AGV自带或转运至预装预调区,动作新胎具钢坯料的载体。
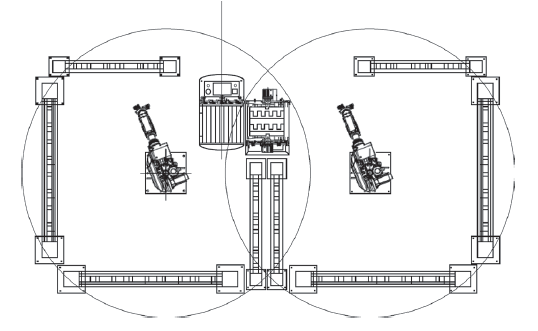
4.6 电极智能化仓库储存区
如图9所示,电极智能化仓库储存树立2台呆板人和6个电极料架,呆板人1对3构造,摆设1台料盘定位保送滚筒线,对电极举行智能化积聚和处置。该地区电极囊括待测电极、已测不对格电极、已测及格待用水极或出货电极、已用水极、报废电极等。
图9电极智能化仓库储存
5 搜集通讯框架结构
消费线连网摆设罕见控床子、呆板人、PLC、RFID、AGV和三坐标丈量仪等。床子数控体例与呆板人遏制体例均扶助以太网接口;RFID读写器经过串口转以太网模块供给以太网接口;AGV体例和三坐标丈量仪也都扶助以太网接口。
搜集框架结构如图10所示,SCADA体例经过产业以太网调换机与数控床子、呆板人、PLC、RFID、AGV和三坐标丈量仪举行贯穿,沿用TCP/IP通信和议,各体例供给其外部软硬件贯穿API接口,在SCADA体例上开拓集成各体例通信模块,即可实行各摆设数据搜集、监察和控制和遏制训令的发送。SCADA体例将消费线摆设数据上传至数据库,MES、ERP等产业软硬件经过数据库与SCADA体例举行数据传输,MES、ERP软硬件将加工工作经过SCADA体例派发到胎具产线,进而实行消费线的智能化处置与消费加工。
图10消费线搜集框架结构
6 SCADA体例安排
如图11所示,SCADA体例(即产线遏制体例)是智能消费线的中心层,重要控制消费线摆设数据(各摆设状况、I/O状况、消费数据等)搜集、状况表露、消费线监察和控制、RFID读写遏制、AGV交互、NC文献及功课引导书传输和PLC遏制等。SCADA体例按照规范化、盛开性安排规则,具备莫大可夸大性,不妨简单地与ERP、MES等产业软硬件体例举行贯穿。SCADA体例重要功效如次。
图11产线遏制体例
(1)数据搜集控制消费线摆设及时消息的搜集,囊括床子摆设状况(运转、清闲、妨碍、关灯和培修等),及时获知每台床子及时场所、速率、交流电、I/O、报告警方、妨碍消息、作件称呼、刃具、加工功夫和步调实行功夫等中心数据;呆板人摆设状况消息、暂时举措、卡具状况等;PLC关系状况消息;AGV安排体例关系消息;三坐标摆设状况、检验和测定截止等。经过对多源异构创造消息数据的搜集与集成,实行对创造资源、消费进程、当场情况的智能化辨别、定位、盯梢、领会、监察和控制和处置。
(2)及时遏制呆板人为作站料盘遏制:每个呆板人摆设1个RFID读写器,当料盘送至呆板人为作站点时,读写器会读取料盘RFID标签消息,按照消息确定遏制料盘安置在该处事站上料区或暂存组织,并将消息上传至MES体例。
料盘物料消息写入:当处事站CNC加工实行后的产物放入物料料盘时,经过RFID读写器将关系产物消息、加工消息写入料盘RFID标签中,同声上传至数据库中,实行产物加工进程的追究。
发送物料需要至AGV安排体例:当线体物料暂存区空出后,线体PLC会发送物料需要消息至SCADA体例,SCADA再发送输送训令至AGV安排体例,AGV体例控制安排AGV小车将物料输送至对应地区。
(3)功课工作传输NC文献、功课引导书下发:SCADA体例从数据库中获得对应CNC的NC文献、功课引导书等,将其下发至对应的CNC摆设。
质量检验数据下发:按照消费工作将质量检验数据文献发送至对应的三坐标丈量仪。
(4)及时监察和控制消费线摆设状况监察和控制重要由摆设监督、统计领会、摆设摆设等构成。摆设监督包括摆设状况(离线、运转、报告警方、清闲及PLC状况等)、暂时报告警方实质、加工NC步调和暂时加工数目等;统计领会主假如对消费线摆设汗青运用情景数据举行统计领会,包括床子开机率、运用率、运转率、报告警方率和加作件数等;摆设摆设主假如对所有消费线摆设举行搜集化摆设处置,包括摆设型号、IP地方、用户权力及床子参数摆设。
7 运用功效
保守上色查看本领由于红紫泥自己稳重的特性,简单引导啮合不上的部位蹭上红紫泥,从而保护啮合品质不对格的究竟。对准该情景,须要运用一种稀雹真实的查看介质举行上色。过程连接的探究创造,普鲁士蓝涂料、大麻子油和钛白粉(二氧化钛)的搀和物较淡薄,完备革新性上色查看的诉求。运用普鲁士蓝上色查看,基础根绝了柱塞组件球窝球头共同副啮合查看及格后运行生存卡滞的局面。
过程本质消费运转表白:电极单位机台稼动率到达90%,及格率在95%之上,充溢表现了智能消费的上风;钢料单位每台CNC机台稼动率到达85%,加工产物及格率在90%之上;对于焊花产线,因为运用机动化左右料和机动运转,俭朴了洪量调换电极的功夫,机台稼动率胜过了80%。在运转功夫,除去在预装区筹备物料的职员外,没有其余职员介入进消费加工中,物料从预装区动身后全程机动运转消费加工。
正文处置了以次本领困难。
1)买通了产线上各别摆设的通信壁垒,把一切摆设经过以太网举行连网,并在软硬件层面上探求与各个摆设通信的本领,可获得摆设运转消息或遏制摆设运转。
2)开拓SCADA体例软硬件,搜集产线摆设的数据并经过数据库举行会合典型处置,同声实行产线及时天生管理和控制。
3)沿用RFID芯片,对每个作件举行身份设置,芯片实质包括了作件的工艺道路、尺寸、物料典型、加工文献、检验和测定文献和形迹记载等消息,使得作件的消费消息可搜索和追究。
4)研制柔性工艺装备卡具,作件在切换时更简单,并且加工精度更高。在保守CNC加工中,作件在加工之前须要在摆设上分中校表、找作件坐标系,滥用摆设运转功夫,而沿用柔性工艺装备卡具不妨把分中校表变化至前岁序筹备,不占用摆设运转功夫。并且在前岁序沿用三坐标丈量仪举行分中校表,比保守的千分表精度更高。
5)拼盘加工和检验和测定形式,即多个作件同声加入机台按程序举行加工或检验和测定,在呆板人换料的普通长进一步缩小作件切换功夫,普及消费功效。
6)加工形式柔性化,按照各别诉求,定制各别工艺道路,如只加工不检验和测定、只加工检验和测定不尖端放电等。
7)研制新式板滞手爪快换体例,使得在全机动焊花加工日,不妨随便赶快切换板滞手爪,到达抓取电极或钢料的诉求。
8 中断语
正文对准胎具创造机动化、智能化需要,安排了胎具智能创造消费线总体框架,开拓了SCADA体例,实行了胎具智能消费线树立,采用功业呆板人代替人为,大大俭朴了人工本钱,灵验普及了胎具消费功效和产品德量。同声该消费线具备极强的实用性和扩充性,可为胎具创造企业机动化、智能化晋级变革或树立供给扶助和模仿。
-End-