运用焊接呆板人本领爆发的焊接缺点

导读:保守焊接缺点的品种很多,按其在焊缝中所处的场所可分为外部缺点和里面缺点两大类。外部缺点也叫表面缺点。 外部缺点位于焊缝表面,乱用肉眼或低倍延长镜就能查看到。 里面缺点位于焊缝的里面,必需运用妨害性检查或特意无损检查本领本领创造。 焊接缺点的常...
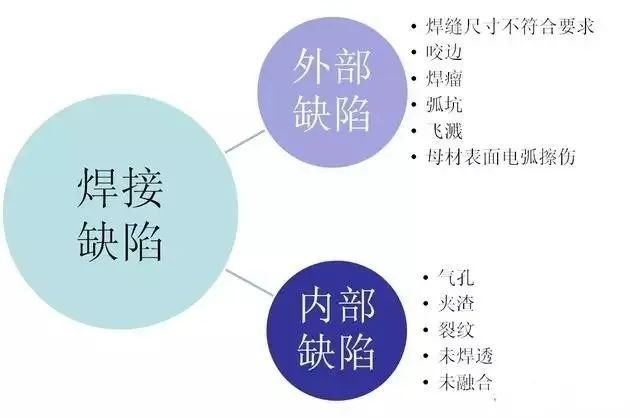
保守焊接缺点的品种很多,按其在焊缝中所处的场所可分为外部缺点和里面缺点两大类。外部缺点也叫表面缺点。
外部缺点位于焊缝表面,乱用肉眼或低倍延长镜就能查看到。
里面缺点位于焊缝的里面,必需运用妨害性检查或特意无损检查本领本领创造。
焊接缺点的罕见分类本领如下:
焊接呆板人是从事焊接的产业呆板人,它重要包括呆板人和焊接摆设两限制。以弧焊为例,则由焊接电源(包括其遏制体例)、送丝机(弧焊)、焊枪等限制构成。弧焊呆板人多采用融化极或非融化极气体保护焊本领,常常的焊接电源都不妨装到呆板人上作电弧焊。还应配有传感体例,如激光或摄像传感器及其遏制安装等。
按照焊接呆板人多年的消费运用,归纳了呆板人焊接展现最多的缺点品种,以及对应的办法和方法。
1.焊道焊偏和焊接轨迹无法矫正题目
开始在示教形式下,空走步调保证焊接的场所精确。其次商量焊枪探求时展现题目。这时,要商量焊接呆板人探求焊道的办法(电弧保持激光)进行树立,结果,在领略TCP(焊枪重心点场所)能否精确,并加以安排。即使一再展现这种情景就要查看一下呆板人各轴的零场所,从新校零给予矫正。
2.展现洪量咬边题目
商量焊接参数采用不妥,电流过大,电压过大、焊枪模样倒霉于焊接,还有焊接场所能否受限,并符合安排。
3.展现聚集气孔题目
大概为气体保护差、工件的焊接表面不够纯洁大概保护气不够呆板,进行相映的安排就不妨处置。
4.飞溅过多题目
大概为焊接参数采用不妥、气体组分因为或焊丝外伸长度太长,可符合安排呆板功率的大小来变换焊接参数,调骨气体配比仪来安排搀和气体比率,安排焊枪与工件的相对场所。
5.焊缝结果处冷却后产生一弧坑题目
可编制程序时在处事步中增添埋弧坑功效,不妨将其填满。
6、不能引弧
大概是因为焊丝没有交战到工件或工艺参数太小,可手动送丝,安排焊枪与焊缝的隔绝,大概符合安排工艺参数。
7、焊缝成型较差
大概是因为焊件安装间歇不平均,焊接摆动幅渡过高或过低,电流采用不对适,焊接速率与参数不配合。